FAQ - emco IBT - Internal Bond Tester
Allgemein
Die ISO 16260:2016 definiert Spaltfestigkeit wie folgt: „durchschnittliche potenzielle Energie, ausgedrückt als J/m2 bezogen auf die Oberfläche, die für die Delaminierung einer Probe unter Prüfbedingungen erforderlich ist“.
Weiter oben beschreibt die Norm die Scott-Bond-Methode als „Verfahren zur Bestimmung der Spaltfestigkeit […] in diesem Verfahren jedoch wird die Delaminierungskraft sehr rasch (schlagartig) aufgebracht, die viel höher als bei anderen Verfahren ist. Dieses Verfahren kann daher zur Beurteilung der Leistungsfähigkeit eines Bogens unter Druck- und Verarbeitungsbedingungen vorrangig verwendet werden.“
- Faserbindung
- Lagenverbund
- Mahlung (Faserstruktur und Fibrillierung)
- Leimung
- Nassfestbindung
- Faserstoffzusammensetzung
- Prüfklima
- Probenzuschnitt
- Klebeband
- Legierung (u.a. E-Modul), Oberfläche und Fertigungsgenauigkeit der Winkel
- Legierung, Oberfläche (z.B. Rauigkeit) und Fertigungsgenauigkeit der Ambosse
- Pressdruck
- Pressdauer
- Messbereich
Norm
In der ISO 16260:2016 Papier und Pappe – Bestimmung der Spaltfestigkeit wurden die physikalischen Eigenschaften des Pendelschlagwerks aktualisiert und erweitert, um die Grundlage für vergleichbare Messungen zu schaffen. Zusätzlich wurden die Probenpräparation, das Zubehör und Überprüfungsmöglichkeiten genauer beschrieben.
Ja, der emco IBT Internal Bond Tester erfüllt die technischen Anforderungen der Norm. Sind Sie sich unsicher, ob Ihr Modell die Norm erfüllt, wenden Sie sich an unseren Kundenservice.
In der Norm ist eine Prüfmethode beschrieben, mittels derer eine Überprüfung objektiv erfolgen kann.
Probenpräparation
Die Vorbereitung der Probe erfolgt entsprechend TAPPI T 569 und ISO 16260.
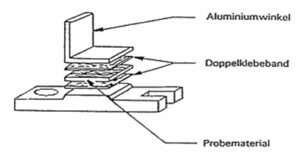
Eine Materialprobe wird zwischen Probenhalter und Aluminiumwinkel so befestigt, dass die Probe beidseitig mittels doppelseitigen Klebebands fixiert ist.
Für genauere Anweisungen lesen Sie bitte in der Bedienungsanleitung die einzelnen Arbeitsschritte unter Probenvorbereitung.
Historisch bedingt werden 5 Stück gleichzeitig präpariert.
Zu einem Prüfzyklus gehören nach ISO 16260:2016 jedoch 10 Stück.
Nein, der emco IBT Internal Bond Tester enthält alles zur Probenvorbereitung von bis zu 5 Proben gleichzeitig. Ein Prüfstreifen mit den Abmaßen 25,4 mm (1 Zoll) Breite und ca. 150 mm Länge muss vorliegen. Hier gilt das bekannte Prinzip, die Prüfung ist nur so gut, wie die Probennahme.
Aufgrund des amerikanischen Ursprungs der Messmethode ist die Einzelprobe 25,4 mm x 25,4 mm (1,0 Inch x 1,0 Inch) groß.
Der Prüfstreifen ist extern auf 25,4 mm (1 Zoll) Breite und ca. 150 mm Länge zuzuschneiden.
Messergebnis
Spaltfestigkeit nach Scott-Bond als Energie pro Fläche. Die Ausgabe erfolgt wahlweise in: J/m2, ft-lb/sq.in. oder mJ/sq.in.
Ältere Geräte geben teilweise das Ergebnis in einer Energieeinheit aus. Zum Vergleich der Messwerte muss vorher eine Umrechnung vom Quadratinch auf Quadratmeter erfolgen.
Das emco Messgerät bestimmt die Spaltfestigkeit über zwei Methoden: die potenzielle Energie Epot sowie die kinetische Energie Ekin.
Historisch bekannt ist die Methode der potenziellen Energie. Die Bestimmung des Messwertes über die kinetische Energie wird hinzugezogen, damit Messfehler festgestellt werden können.
Die traditionelle Messmethode über die potenzielle Energie erfolgt durch Messung des Winkelausschlages, den das Pendel nach dem Abschlag erreicht. Die Winkeldifferenz zum maximalen Ausschlag des Pendels bei einem Leerschlag (Nullmessung) ist ein Maß für die aufgewendete Energie, welche zum Spalten der Probe erforderlich ist.
Das dynamische Verfahren (kinetische Energie) hingegen misst die Pendelgeschwindigkeit. Dabei wird die Änderung der Pendelgeschwindigkeit vor und nach dem Abschlag des Prüfwinkels gemessen und aus der Differenz die zum Aufspalten der Probe aufgewendete Energie ermittelt.
Unterschiede zwischen beiden Messwerten deuten auf Messfehler hin. Ab einem Unterschied von 5 bis 10 % vom Messwert sollte der Ursache nachgegangen werden.
Beispielsweise kann es durch ein zusätzliches Schlagen des unteren Schenkels des Winkels gegen das Pendel zu einer Verringerung der gemessenen Spaltenergie kommen. Dabei wäre der potenzielle Wert niedriger als der kinetische.
Streut der kinetische Wert deutlich innerhalb einer Messserie deutet dies auf eine mechanische Lockerung des Pendels hin. Kontaktieren Sie dann bitte den Hersteller.
Wird das Papier nicht richtig gespalten, liegt eine Fehlmessung vor, eine genaue Fehleranalyse sollte folgen.
Kontrollieren Sie die Oberflächen der Ambosse und Winkel auf Sauberkeit. Erhöhen Sie ggf. den Anpressdruck bzw. die Anpresszeit. Achten Sie allgemein auf eine korrekte Probenpräparation und kontaktieren Sie bei weiteren Fragen den Hersteller. Handelt es sich um eine Besonderheit der Probenoberfläche, muss ggf. ein anderer Klebebandtyp verwendet werden.
- Die Probe wurde nicht vollständig gespalten.
- Das Klebeband hat sich vom Winkel und/oder Amboss gelöst.
- Nach der Spaltung ist das Klebeband teilweise sichtbar. Es kam zum Abrupfen vom Klebeband und nicht zum Spalten der Probe.
- Kinetischer und potenzieller Wert unterscheiden sich mehr als 5 bis 10 % vom Messwert.
- Die Standardabweichung ist ein Maß für die Inhomogenität der Probe.
- Das Klebeband ist hinsichtlich des Alters zu überprüfen.
- Die Probenpräparation erfolgte ungenau.
- Fehlmessungen müssen aus der Messreihe entfernt/gelöscht werden.
Die Materialien zeigen ganz unterschiedliche Spaltfestigkeiten. Die Erhöhung der Spaltenergie des Pendels wird mit Zusatzgewichten realisiert.
4 Messbereiche haben sich beim emco IBT Internal Bond Tester historisch entwickelt. Aus der Anleitung sind empfohlene Spaltfestigkeiten den Messbereichen zugeordnet. Die genauen Bereiche ergeben sich durch das annähernd lineare Verhalten innerhalb eines Messbereiches.
Eine noch höhere Spaltfähigkeit wurde durch die Einführung des Messbereichs 4 über eine kleinere Messfläche durch Zusatzzubehör erreicht. Dabei handelt es sich um den fünften Messbereich, der aber nur optional erhältlich ist.
Die Messbereichserweiterung ist für besonders spaltfeste Papiere wie Vorimprägnate konzipiert. Dabei handelt es sich um Zusatzzubehör, welches die Messfläche verkleinert und damit die Spaltfähigkeit des Pendelschlagwerkes erhöht.
Nein, die Messergebnisse zwischen den einzelnen Messbereichen sind nicht miteinander vergleichbar. Dies bedeutet, dass wenn Sie die Messwerte zwischen zwei unterschiedlichen Materialien vergleichen wollen, einen Messbereich wählen müssen, der für beide adäquat ist.
Es werden im Gerätedisplay immer fünf Messwerte zu einer Messserie zusammengefasst. Nach der Datenübertragung können beliebig viele Messwerte zu einer Messserie gemittelt werden.
Ja, der emco IBT Internal Bond Tester beinhaltet eine Software, welche einen einfachen Datentransfer und die Implementierung der Kundenbedürfnisse sicherstellen.
Einflussfaktoren auf das Messergebnis
- Ja, sowohl Tappi T569 als auch ISO 16260:2016 weisen darauf hin, dass eine bestimmte Legierung und Masse verwendet werden muss. Die Abmaße beeinflussen Ebenfalls den Messwert. Aufgrund der Erfahrung der Anwender wurden im Rahmen der Erarbeitung der neuen ISO 16260:2016 die Parameter Legierung und Oberflächenqualität von Amboss und Winkel aufgenommen.
- In den Normen erhalten Sie auch den Hinweis, nur Winkel einzusetzen, die vom Hersteller empfohlen wurden.
- Die Winkel sollten laut ISO 16260 aller 10.000 Messungen ausgetauscht werden. Je nach Messbereich und Verschleiß empfehlen wir für akkurate Messungen einen Austausch aller 600 Messzyklen.
- Ja. Tappi T569 om-14 und ISO 16260:2016-06 empfehlen folgende Klebebänder:
- Tappi: 3MTM 410M*
- ISO: Nitto P-50TM*, Tesa tesafix 4961TM, 3MTM 410M*.
*Diese Klebebänder können Sie über emco beziehen.
- Innerhalb der Lieferantenkette sollte man sich auf die Verwendung eines Klebebandes einigen. Neben Klebkraft und Dicke geht auch die elastische Deformation in das Messergebnis ein.
- Zwingend notwendig ist eine Kontrolle der Klebebandbreite auf 25,4 mm ±0,2 mm sowie eine korrekte Lagerung vor dem Gebrauch (Vermeidung von Alterung).
- Ja, einen gravierenden Einfluss hat ein zu schmaler (<25,4 mm) Streifen. Dabei kann es zu einer Verbindung zwischen dem oberen und unteren Klebebandstreifen kommen. Dadurch wird der Messwert fälschlicherweise erhöht.
- Ja, zu breite Streifen erschweren das Handling und verfälschen das Messergebnis ebenfalls nach oben. Es muss mehr Material gespalten werden.
- Ja. Ein zu hoher Anpressdruck kann die Probe unnötig komprimieren und damit eine Veränderung des Materials hervorrufen.
- Ja. Durch einen zu niedrigen Anpressdruck kann es vorkommen, dass die Klebverbindung nicht ausreichend zustande kommt.
- Es gilt: So hoch wie nötig, so niedrig wie möglich. Der Anpressdruck sollte innerhalb der Lieferantenkette abgestimmt werden.
- Ja. Eine zu lange Anpresszeit kann die Probe unnötig strapazieren und damit eine Veränderung des Materials hervorrufen.
- Ja. Durch eine zu kurze Anpresszeit kann es vorkommen, dass die Klebverbindung nicht ausreichend zustande kommt.
- Es gilt: So lange wie nötig, so kurz wie möglich. Die Anpresszeit sollte innerhalb der Lieferantenkette abgestimmt werden.
Die Position des Zusatzgewichtes ist essentiell für das Messsystem. Die Wahl des Zusatzgewichtes bestimmt den Messbereich. Das Messgerät ist nur mit korrektem Anbringen des Zusatzgewichtes kalibriert. Schieben Sie dafür das Zusatzgewicht auf das Pendel bis zum Anschlag. Dabei sollte die Seriennummer auf dem Gewicht in Richtung Pendelgelenk zeigen. Fixieren Sie es an dieser Stelle mit den installierten Gewindestiften. Eine abweichende Position hat direkten Einfluss auf die Spaltenergie des Systems sowie zusätzliche ungewünschte Eigenschwingungen.
Verbrauchsmaterial
- Klebeband verbraucht sich bei jeder Messung.
- Aluminium-Präzisionsabschlagwinkel, Austauschzyklus etwa 600 Messungen.
- Messerklingen. Ein sauberer Schnitt ohne Quetschen ist Voraussetzung.
Der Klebebandverbrauch für eine Präparation (entspricht einer Fünferprüfung) beträgt etwa 40 cm.
- Es ist empfohlen die Gewichte der Winkel nach ca. 300 Messzyklen zu überprüfen. Tauschen sollte man spätestens nach ca. 600 Messzyklen.
- Unterziehen Sie die Winkel regelmäßig einer optischen Prüfung. Beschädigungen der Messfläche in Größe und Rauheit beeinflussen das Messergebnis.
Alle Verbrauchsmaterialien und Ersatzteile erhalten Sie über emco.
Kontaktieren Sie uns für ein Angebot.
Wir haben die zwei gängigen Klebebandtypen im Angebot. Bei Spezialklebebändern wenden Sie sich bitte an andere Zulieferer. Beachten und prüfen Sie aber unbedingt die Breite des Bandes. Die ISO 16260 fordert hier eine Toleranz von ±0,2 mm
Überprüfung und Kalibrierung
- Die Ausrichtung des Geräts sowie die Kalibrierung sollten am Beginn des Messtages sowie nach Änderung des Messbereiches überprüft werden.
- Wird das Gerät bewegt, ist zwingend eine Überprüfung der Ausrichtung und der Kalibration notwendig.
Der bei der Kalibrierung angezeigte Kalibrierwert (AVG) darf das im entsprechenden Werkszertifikat minimal zulässige Spaltvermögen nicht unterschreiten. Sollte dies dennoch der Falls sein, muss die Ausrichtung des emco IBT überprüft werden.
- Ja. Der Menüpunkt („Test“) bietet dem Benutzer drei Facetten der Überprüfung:
- Ausrichtung des Gerätes (wichtig für den korrekten Nullpunkt des Pendelschwungs),
- Zählen der Pendelschwünge gesamt und im DIN-Bereich (<5 °) (wichtig für die Pendelfunktion und Reibungskontrolle)
- Justage des aktuellen Kalibrationswertes (wichtig für den korrekten Messwert)
- Ja. Eine Kontrolle aller Materialien und Positionierungen ist zwingend notwendig. Präparationsfehler werden nicht durch das Menü erkannt.
Reparatur und Service
- E-Mail: emco@emco-leipzig.de
- Telefon: + 49 341 27146-0
- Transportverpackung (Es empfiehlt sich die bei der Auslieferung verwendete Spezialverpackung aufzubewahren und im Falle eines Versandes zu verwenden.)
- Pendel sorgfältig sichern: Zusatzgewichte entfernen, Pendel am Stativ fixieren.
- Für eine Überprüfung sind die Zusatzgewichte nötig.
- Transport mit Palette
- Das Gerät muss auf einer ebenen, stabilen Fläche schwingungsfrei aufgestellt werden.
- Ausrichtung des Gerätes, um eine fehlerfreie Funktion des Pendelschlagwerkes zu gewährleisten.
- Vor dem Einschalten sicherstellen, dass sich das Pendel in Nulllage befindet.
- Lagern Sie das Gerät in Klimabedingungen, die weder Elektronik noch Mechanik schaden (frei von Korrosion und Elektrostatik).
- Überprüfen Sie die Ausrichtung und Kalibrierung.
- Prüflabor mit Normklima
- Schwingungsfreier Tisch
- Stromanschluss
- Druckluft
Ja, für die Bedienung des Gerätes ist Druckluft (6 bar, öl- und wasserfrei) nötig. Es befindet sich 1,5 m Druckluftschlauch im Lieferumfang.
Vergleichbarkeit
Die klassischen Scott-Bond-Geräte können nicht mehr durch den Hersteller gewartet und repariert werden. Es gibt dennoch viele Altgeräte im Umlauf. Die neue ISO verweist darauf, dass diese Geräte nur mit den Originalwinkeln richtig kalibriert sind.
Die ISO 16260:2016 liefert eine Möglichkeit zum Vergleich verschiedener Geräte durch die Definition der Pendeleigenschaften. Jedoch können durch die Toleranzbereiche der Eigenschaften Unterschiede zwischen verschiedenen Herstellern bestehen. Wir empfehlen, innerhalb der Lieferantenkette den gleichen Bautyp zu verwenden.
Mit dem emco Scott Bond Pendulum Check ist eine Überprüfung der Pendelfunktionsfähigkeit zum klassischen Scott-Bond-Typ und zwischen verschiedenen Gerätetypen möglich. Der Test liefert die Aussage, ob das geprüfte Gerät konform zum Scott Bond Mastergerät der PTS Heidenau misst. Das emco-Prüfset für Scott Bond IBT ist die ideale Ergänzung zu Ringversuchen.